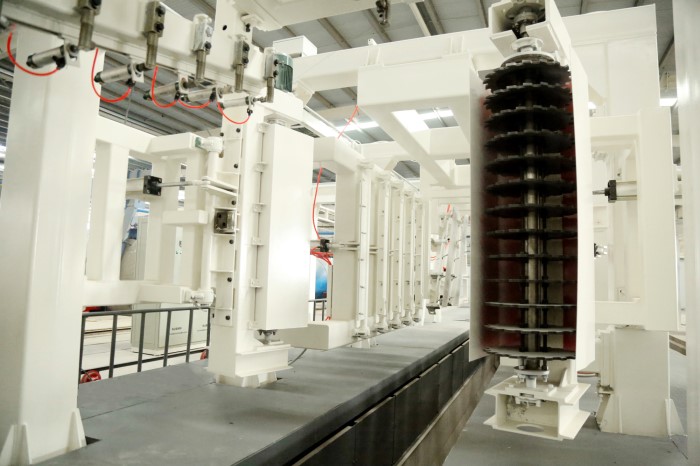

加气混凝土设备预养部分是生产过程的重要环节之一,该线预养过程存在的主要问题是:原有的预养窑是每条可存放7个模具车,两条预养窑循环使用,一车顶进一车,两车入窑时间间隔在10min左右,而坯体发气时间大多控制在20min左右。在顶进的过程中,前面的模具车会因后车冲击产生晃动。此时坯体发气尚未结束,模具车的晃动极易造成坯体的分层、断裂和气泡结构的破坏,造成产品质量下降,甚至造成废品。如果放慢速度又不能满足产量的要求。而生产线如要达产.生产节拍应控制在每7min浇注一模,现有两条预养窑不能满足发气时间的要求。
改造方案:
原设计有一条备用轨道。作用是模具车检修,改为生产用的第三条预养窑,这样发气时间和产量都能得到保证。把备用轨道纳入生产轨道,在上面搭建预养窑.并在预养窑中加入推拉小车,用于推拉模具车,构成模具车循环;
将原来预养轨道上的牵引小车,更换为国产电机减速机,增加变频器,提高模具车传送平稳性;
三个预养窑循环使用,每一个模具车静养时间为20min.待坯体发气结束后再进下一个模具车,这样就可以解决模具车在浇注过程后晃动的问题,从而保证产品质量。
相关新闻
- 合肥加气块安装之一方加气块用2019-10-10
- 能够为液压砖机厂家带来价值的2014-07-23
- 合肥加气块批发厂家直销2019-10-10
- 印试验结果2018年3月2日 星期五2018-03-02
- 合肥加气块告诉您加气块原料要2014-12-27
- 侧板大大降低了冲刷引起的结构2019-07-15
- 翻转吊具的保养2016-08-01
- 维护加气块生产线的措施了解下2019-09-17